- Introduction
- Overview of EcoStruxure™ Power Operation
- Key Features and Benefits
- Monitoring and Analytics
- Advanced Control Capabilities
- Scalability and Flexibility
- Cybersecurity
- Sustainability
- Applications and Use Cases
- Commercial Buildings
- Industrial Facilities
- Healthcare Institutions
- Data Centers
- Transportation and Infrastructure
- Technical Specifications
- Integration and Compatibility
- User Experience and Interface
- Customer Success Stories
- Sustainability Impact
- Future Developments
- Conclusion
1. Introduction
In today’s fast-paced world, the demand for reliable and efficient power management solutions has never been higher. Businesses and critical infrastructures rely heavily on a stable power supply to ensure continuous operation and to avoid costly downtimes. EcoStruxure™ Power Operation by Schneider Electric is a comprehensive solution designed to meet these demands, offering advanced monitoring, control, and analysis capabilities for modern power distribution systems.
2. Overview of EcoStruxure™ Power Operation
EcoStruxure™ Power Operation is part of Schneider Electric’s EcoStruxure™ architecture, which provides innovative solutions across various industries. This particular solution focuses on power distribution management, allowing users to monitor and control their power systems in real time. It integrates seamlessly with existing infrastructure, providing a scalable and flexible platform that can grow with your business.
3. Key Features and Benefits
Monitoring and Analytics
EcoStruxure™ Power Operation provides comprehensive monitoring capabilities that enable users to track the performance of their power distribution systems in real time. This includes:
- Real-Time Data Collection: Continuous monitoring of power usage, voltage levels, current, and other critical parameters.
- Advanced Analytics: Tools to analyze collected data and generate actionable insights, helping users identify inefficiencies and potential issues.
- Customizable Dashboards: Users can create dashboards tailored to their specific needs, displaying the most relevant data at a glance.
- Alarm and Event Management: Real-time alerts for anomalies or system failures, enabling prompt response and mitigation.

Advanced Control Capabilities
With EcoStruxure™ Power Operation, users gain unparalleled control over their power systems, including:
- Remote Access: Control systems from anywhere, reducing the need for on-site personnel and enabling quick responses to issues.
- Automation: Implement automated processes to manage routine tasks, improving efficiency and reducing the risk of human error.
- Safety Protocols: Advanced safety features to ensure the protection of both personnel and equipment.
- Load Shedding: Manage power distribution effectively during peak demand periods to prevent overloads and ensure continuous operation.
Scalability and Flexibility
EcoStruxure™ Power Operation is designed to grow with your business:
- Modular Architecture: Easily add new components or expand existing ones without disrupting operations.
- Integration: Seamlessly integrate with other systems and devices, providing a cohesive power management solution.
- Adaptability: Suitable for a wide range of applications, from small facilities to large-scale operations.
Cybersecurity
In an era where cyber threats are increasingly sophisticated, protecting critical infrastructure is paramount. EcoStruxure™ Power Operation incorporates robust cybersecurity measures, including:
- Encryption: Secure data transmission and storage to prevent unauthorized access.
- Access Control: Multi-level authentication and authorization to ensure only authorized personnel can access the system.
- Regular Updates: Continuous software updates to address vulnerabilities and enhance security features.
- Compliance: Adherence to industry standards and regulations for cybersecurity.
Sustainability
EcoStruxure™ Power Operation supports your sustainability goals by promoting energy efficiency and resource conservation:
- Energy Optimization: Tools to monitor and optimize energy usage, reducing waste and lowering costs.
- Carbon Footprint Reduction: Initiatives to minimize the environmental impact of power operations.
- Sustainable Practices: Encouraging the adoption of green practices within the organization.
4. Applications and Use Cases
EcoStruxure™ Power Operation is versatile and can be applied across various industries. Here are some key applications:
Commercial Buildings
In commercial buildings, maintaining a reliable power supply is crucial for daily operations. EcoStruxure™ Power Operation offers:
- Energy Management: Optimize energy usage to reduce costs and improve efficiency.
- Maintenance: Predictive maintenance to prevent equipment failures and extend the lifespan of infrastructure.
- Comfort and Safety: Ensure a comfortable and safe environment for occupants.
Industrial Facilities
Industrial facilities often have complex power distribution needs. EcoStruxure™ Power Operation helps manage these challenges by:

- Operational Efficiency: Streamline processes and improve productivity through advanced control features.
- Downtime Reduction: Minimize downtime with proactive monitoring and quick response to issues.
- Compliance: Ensure compliance with industry standards and regulations.
Healthcare Institutions
Healthcare institutions require a stable power supply to support critical operations. EcoStruxure™ Power Operation provides:
- Uninterrupted Power Supply: Ensure continuous operation of medical equipment and facilities.
- Risk Management: Identify and mitigate potential risks to patient safety.
- Cost Management: Optimize energy usage to reduce operational costs.
Data Centers
Data centers are the backbone of modern digital infrastructure. EcoStruxure™ Power Operation ensures:
- Reliability: Maintain continuous power supply to prevent data loss and service interruptions.
- Efficiency: Optimize power usage to reduce operational costs and environmental impact.
- Scalability: Easily expand power capacity to support growing data demands.
Transportation and Infrastructure
In transportation and infrastructure, reliable power is essential for smooth operations. EcoStruxure™ Power Operation offers:
- Monitoring and Control: Real-time monitoring and control of power systems to ensure reliability.
- Safety: Implement safety protocols to protect personnel and equipment.
- Efficiency: Optimize energy usage to reduce costs and environmental impact.
5. Technical Specifications
EcoStruxure™ Power Operation comes with a range of technical specifications that ensure high performance and reliability. These include:
- System Requirements: Detailed specifications for hardware and software requirements to ensure optimal performance.
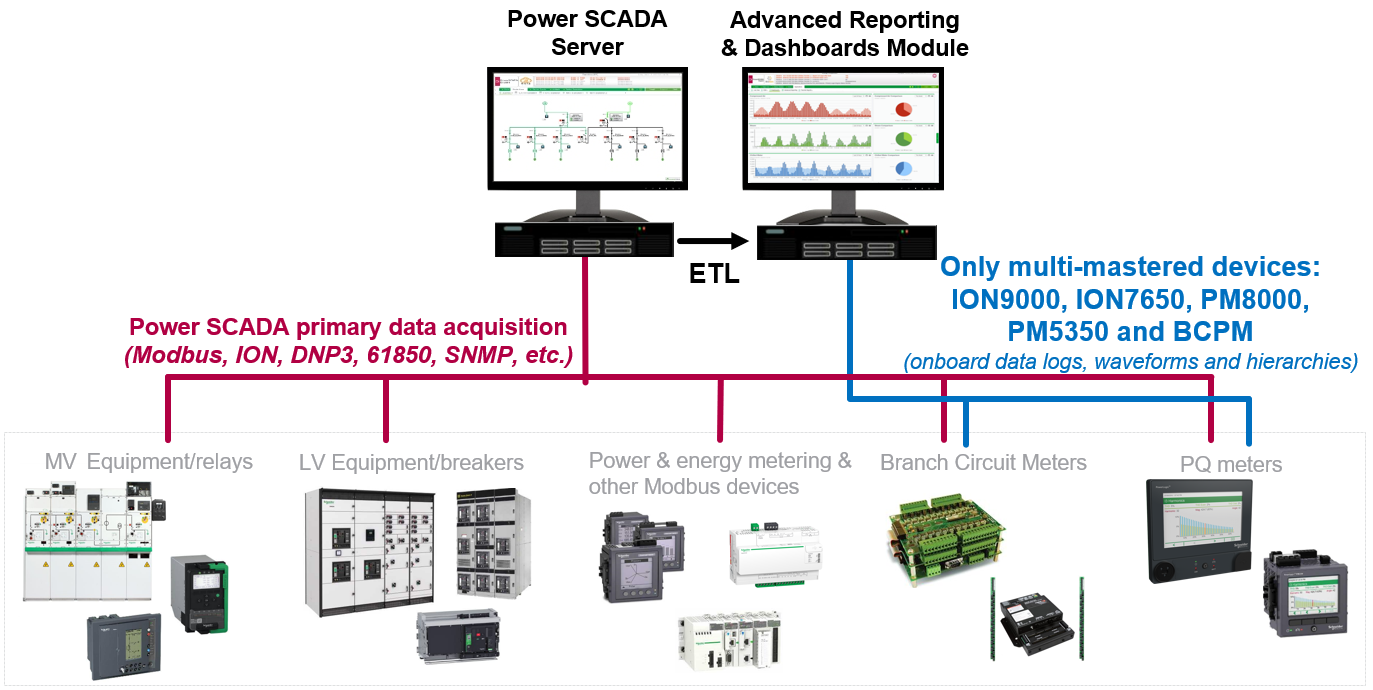
- Communication Protocols: Support for various communication protocols, including Modbus, IEC 61850, and others.
- Data Handling: Advanced data handling capabilities, including data logging, storage, and retrieval.
- User Interface: Intuitive user interface designed for ease of use and efficiency.
6. Integration and Compatibility
EcoStruxure™ Power Operation is designed to integrate seamlessly with other systems and devices, ensuring a cohesive power management solution. Key integration features include:
- Open Architecture: Support for open standards and protocols, enabling easy integration with third-party systems.
- Compatibility: Compatibility with a wide range of devices, including sensors, meters, and controllers.
- APIs: Comprehensive APIs for custom integrations and data exchange with other applications.
7. User Experience and Interface
The user experience is a critical aspect of EcoStruxure™ Power Operation. The software is designed with the user in mind, offering:
- Intuitive Interface: Easy-to-use interface with customizable dashboards and controls.
- Training and Support: Comprehensive training and support to ensure users can make the most of the software.
- Accessibility: Remote access capabilities, allowing users to monitor and control systems from anywhere.
8. Customer Success Stories
Real-world success stories demonstrate the effectiveness of EcoStruxure™ Power Operation. Some notable examples include:
- Case Study 1: A commercial building reduced energy costs by 20% through optimized energy management.
- Case Study 2: An industrial facility improved productivity by 15% with advanced control features.
- Case Study 3: A healthcare institution ensured uninterrupted power supply for critical operations, enhancing patient safety.
9. Sustainability Impact
EcoStruxure™ Power Operation supports sustainability goals by promoting energy efficiency and resource conservation. Key sustainability impacts include:
- Reduced Carbon Footprint: Tools to monitor and reduce energy usage, lowering the overall carbon footprint.
- Energy Efficiency: Initiatives to optimize energy usage and reduce waste.
- Green Practices: Encouraging the adoption of sustainable practices within organizations.
10. Future Developments
Schneider Electric is committed to continuous improvement and innovation. Future developments for EcoStruxure™ Power Operation include:
- AI and Machine Learning: Integrating AI and machine learning for predictive analytics and advanced automation.
- Enhanced Cybersecurity: Ongoing enhancements to cybersecurity features to protect against emerging threats.
- New Features: Regular updates with new features and capabilities based on user feedback and industry trends.
11. Conclusion
EcoStruxure™ Power Operation is a powerful solution for modern power distribution management. With its advanced monitoring, control, and analysis capabilities, it helps businesses and critical infrastructures ensure reliable and efficient power operations. By supporting sustainability goals and offering robust cybersecurity measures, EcoStruxure™ Power Operation is an investment in the future of your power management strategy.
For more information, visit our website and discover how EcoStruxure™ Power Operation can transform your power management approach.
This content provides a comprehensive overview of EcoStruxure™ Power Operation, covering its features, benefits, applications, technical specifications, integration capabilities, user experience, success stories, sustainability impact, and future developments.








