
If you’re facing issues while connecting your HeatTag to the Schneider Electric EcoStruxure™ Panel Server PAS600, you’re not alone. Many users encounter the message:
“Please unselect ‘Protect Plus’ when you discover the HeatTag. This device is not compatible with ‘Protect Plus’ discovery mode.”
This issue commonly appears during wireless device discovery when Protect Plus is enabled. In this post, we’ll explain why it happens and how to fix it easily.
🧠 What Causes the HeatTag Discovery Issue?
The HeatTag PAS600 Protect Plus issue occurs because the Protect Plus feature is designed for devices requiring an install code for secure pairing. The HeatTag, however, uses a standard wireless pairing method that does not need install codes.
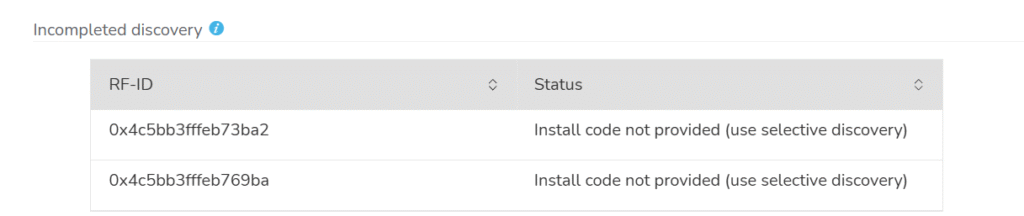
When Protect Plus is enabled, the PAS600 cannot complete the pairing process, resulting in messages like:
“Install code not provided (use selective discovery).”
⚙️ How to Fix the HeatTag Discovery Problem on PAS600
Follow these simple steps to connect your HeatTag successfully:
- Open the PAS600 Web Interface
Access your EcoStruxure™ Panel Server PAS600 through a browser. - Go to the Discovery Section
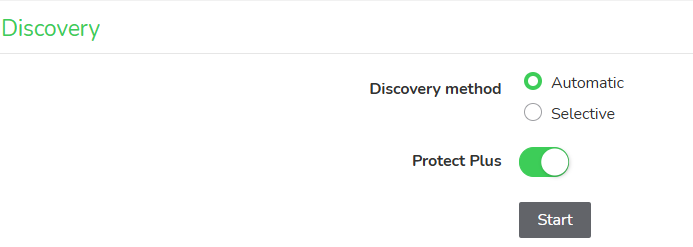
Under the Wireless Devices tab, find the Discovery settings. - Disable Protect Plus Mode
Toggle off Protect Plus before starting discovery.
(This is the key step to solving the HeatTag PAS600 Protect Plus issue.) - Select Discovery Mode
Choose either Automatic or Selective discovery.- If you still see “install code not provided,” try Selective discovery.
- Click Start
The HeatTag should now appear without errors in the discovered devices list.
🔍 Why Disable Protect Plus for HeatTag?
The Protect Plus feature enhances security for compatible Zigbee or wireless devices that require unique install codes. Since HeatTag devices don’t use this system, the Protect Plus mode blocks their connection.
Turning off Protect Plus ensures smooth communication between your HeatTag PAS600 Protect Plus setup and allows successful wireless discovery.
💡 Pro Tip
If you continue seeing “Incomplete discovery” or “Install code not provided” errors:
- Switch from Automatic to Selective discovery.
- Ensure your HeatTag is powered on and placed close to the PAS600 gateway.
🧩 Conclusion
When setting up your HeatTag PAS600 Protect Plus connection, always make sure to disable the Protect Plus option before discovery. This simple change allows the PAS600 to detect and add your HeatTag successfully, eliminating common pairing errors and ensuring a smooth setup experience.
💬 FAQ – HeatTag PAS600 Protect Plus Connection
Q1. Why does the PAS600 show “Install code not provided”?
Because Protect Plus mode requires an install code for pairing. The HeatTag doesn’t support this method.
Q2. How can I connect my HeatTag to PAS600 successfully?
Disable Protect Plus in the discovery settings and restart the discovery process.
Q3. Is Protect Plus required for HeatTag?
No. HeatTag devices are not compatible with Protect Plus and should be discovered using normal or selective mode.
Q4. What if the HeatTag still doesn’t appear?
Try Selective Discovery, keep the device close to PAS600, and check its power supply.









