If you’re working with industrial automation networks, you’ve probably asked yourself: what addresses does a PROFINET device need? Proper addressing is critical to ensure seamless communication between controllers, I/O devices, and other network components. In this guide, we’ll break down the essential addresses required for every PROFINET device, explain their roles, and provide best practices for configuring them correctly.
1. Understanding PROFINET Addressing Basics
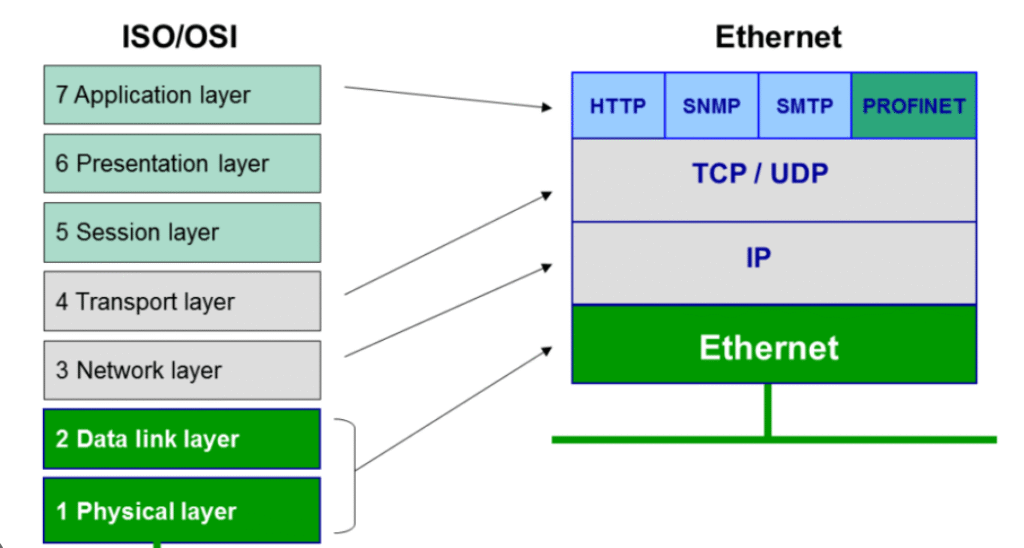
PROFINET is an Ethernet-based industrial protocol that enables real-time communication between controllers, I/O devices, and other network equipment. To operate correctly, each device on the PROFINET network must have certain addresses to identify itself and communicate efficiently.
The main addresses a PROFINET device requires include:
- IP Address
- Subnet Mask
- Default Gateway (optional)
- MAC Address
- Device Name (optional but recommended)
Image suggestion: Diagram of a PROFINET network highlighting devices and their addresses (IP, MAC, gateway).
2. IP Address: The Core of Device Communication
The IP address is the primary identifier for a PROFINET device on a network. It allows devices to communicate with controllers, HMIs, and other PROFINET nodes.
Key points about IP addresses:
- Must be unique within the network to prevent conflicts.
- Can be assigned statically (manually) or dynamically using DHCP or DCP (Discovery and Configuration Protocol).
- Typically uses IPv4, e.g.,
192.168.0.10.
Pro Tip: In industrial networks, static IP addresses are preferred for stability and predictable communication.
Image suggestion: Screenshot showing static IP assignment on a PROFINET device or controller.
3. Subnet Mask: Defining the Network Segment
The subnet mask determines which devices are part of the same network segment and can communicate directly without a gateway.
- Example:
255.255.255.0allows up to 254 devices in a single subnet. - All devices in the same PROFINET segment should share the same subnet mask.
Image suggestion: Visual showing subnet segmentation in a PROFINET network.
4. Default Gateway: For Inter-Network Communication
The default gateway is only required if the PROFINET device needs to communicate outside its local network.
- Often, industrial networks are isolated, so a gateway may not always be necessary.
- Required when connecting to remote monitoring systems, cloud platforms, or other networks.
Image suggestion: Diagram showing a PROFINET device communicating with a remote network via a gateway.
5. MAC Address: Unique Hardware Identification
Every PROFINET device has a MAC address, a unique 48-bit identifier burned into the network interface.
- Example:
00:1A:2B:3C:4D:5E - MAC addresses ensure data reaches the correct device even if IP addresses change.
- Cannot be duplicated on the same network.
Pro Tip: Use MAC addresses for troubleshooting communication issues or identifying devices during configuration.
6. Device Name: Human-Friendly Identification
The device name is optional but highly recommended for larger networks.
- Makes it easier to identify devices in controllers and network management tools.
- Example:
ConveyorMotor_01 - Simplifies monitoring, troubleshooting, and documentation.
Image suggestion: Screenshot of a PROFINET controller showing connected device names.
7. Methods of Assigning Addresses
PROFINET devices support multiple methods for assigning addresses:
- Static Assignment – Manually configure IP, subnet mask, and gateway.
- DHCP – Automatically obtain an IP address from a DHCP server.
- DCP (Discovery and Configuration Protocol) – PROFINET-specific protocol for quick device configuration on the network.
Pro Tip: Critical automation devices should use static or DCP-assigned addresses to prevent accidental changes.
8. Common Addressing Mistakes to Avoid
When configuring PROFINET devices, engineers often make mistakes that disrupt communication. Common pitfalls include:
- Duplicate IP addresses, causing conflicts and communication failures.
- Incorrect subnet mask, preventing devices from recognizing each other.
- Mixing static and dynamic IP assignment without proper planning.
- Skipping device names in large networks, making identification harder.
Image suggestion: Infographic showing “Do’s and Don’ts” for PROFINET addressing.
9. Quick Reference Table: What PROFINET Devices Require
| Address Type | Required | Notes |
|---|---|---|
| IP Address | ✅ | Must be unique; static preferred for industrial networks |
| Subnet Mask | ✅ | Must match network segment |
| Default Gateway | ⚪ Optional | Needed for communication outside local network |
| MAC Address | ✅ | Hardware-assigned, unique for each device |
| Device Name | ⚪ Optional | Recommended for easier network management |
Conclusion
Understanding what addresses a PROFINET device needs is essential for any industrial network setup. Every device must have a unique IP address, subnet mask, and MAC address to ensure reliable communication. Optional elements like a default gateway and a human-readable device name further enhance network management, monitoring, and troubleshooting.
By properly configuring these addresses and following best practices—such as avoiding duplicate IPs, matching subnet masks, and using static or DCP-assigned IPs—you can prevent network conflicts, minimize downtime, and maintain smooth operation of your PROFINET devices.
Proper addressing is not just a technical requirement—it’s a foundation for a stable, efficient, and future-ready industrial network. With the right configuration, your PROFINET network can operate seamlessly, making device communication and maintenance easier than ever.








