Remote sites don’t fail at convenient times. When an RTU sits miles from the nearest tech and supports a critical process, a single controller can become a single point of failure. The SCADAPack 470R is built for those situations. It pairs two connected SCADAPack controllers so one can take over when the other stops operating, while keeping control logic, events, and telemetry running.
Watch the short intro video below!
Why SCADAPack RTUs fit harsh, distributed operations
SCADAPack devices are rugged remote terminal units (RTUs) used for process automation, asset management, data logging, and general remote control. The core idea is simple: they’re designed for geographically dispersed sites where you still need deterministic control, clear visibility, and dependable communications.
A useful way to think about a SCADAPack RTU is as a hybrid between an RTU and a PLC. It has the communications and monitoring features expected in SCADA architectures, and it also supports control and data logging workloads more often associated with PLCs. That mix matters in the field because remote sites often need local autonomy. Even if the backhaul link drops, the site still has to keep operating safely.
From a protocol standpoint, the platform supports open standards commonly used in utilities and industrial telemetry, including Modbus and DNP3 Level 4 with secure authentication. That helps when you need to integrate with existing SCADA systems, or when you have to meet security and interoperability requirements.
SCADAPack RTUs also show up in power and substation contexts where long equipment life and predictable behavior matter. For a broader SCADA perspective in that space, see optimized SCADA for substations.
Wherever you need remote supervision and autonomous control, an RTU like this is often the right tool.
What makes the SCADAPack 470R different: redundant control and event management
The SCADAPack 470R extends the base concept by adding redundancy for high availability systems. It uses two connected SCADAPack units to support control, event logging, and telemetry communications in environments where downtime can trigger safety risks, production losses, or regulatory problems.
Instead of treating redundancy as a custom engineering project, the 470R package is intended to reduce extra work. The standby unit stays synchronized with the active unit so it can take over when needed, while minimizing changes to application logic and configuration.
If a remote controller fails, the real problem is usually not the failure itself. It’s the lost visibility, missed events, and delayed response that follow.
How the primary and standby controllers work
A 470R installation includes two RTUs configured as RTU A and RTU B. At any moment, one RTU operates as the primary controller and the other acts as the standby controller.
Operationally, the redundancy model works like this:
- One controller runs the site as the primary, while the second remains in standby.
- If the primary becomes inactive, the standby assumes control automatically.
- Control, event logging, and telemetry continue with minimal interruption, which helps preserve both operations and communications.
This design is also tied to DNP3 event management, with events stored on both controllers. That matters when the SCADA master expects a consistent sequence of event data, even during controller transitions.
Configuration and IEC 61131-3 programming with RemoteConnect and the Logic Editor
The 470R configuration flow centers on Schneider Electric’s RemoteConnect software tool. RemoteConnect configures communications hardware functions and I/O, and it also provides the mechanisms used for scanning remote I/O in redundant architectures.
For control logic, the SCADAPack Logic Editor works with RemoteConnect and provides IEC 61131-3 programming capability. The editor is based on Modicon Control Expert, which helps teams that already use Schneider Electric PLC tools because it supports familiar IEC workflows.
As a starting point for official product-level reference material, Schneider Electric provides a datasheet for the 47x family, see the SCADAPack 470 and 474 RTU datasheet.
Redundancy hardware: sync links, state awareness, and field-ready behavior
Redundancy only works if the two controllers can share data and agree on state. The SCADAPack 470R accomplishes that with dedicated interconnects between the two devices, plus clear status indication through LEDs.
How the two SCADAPack units synchronize
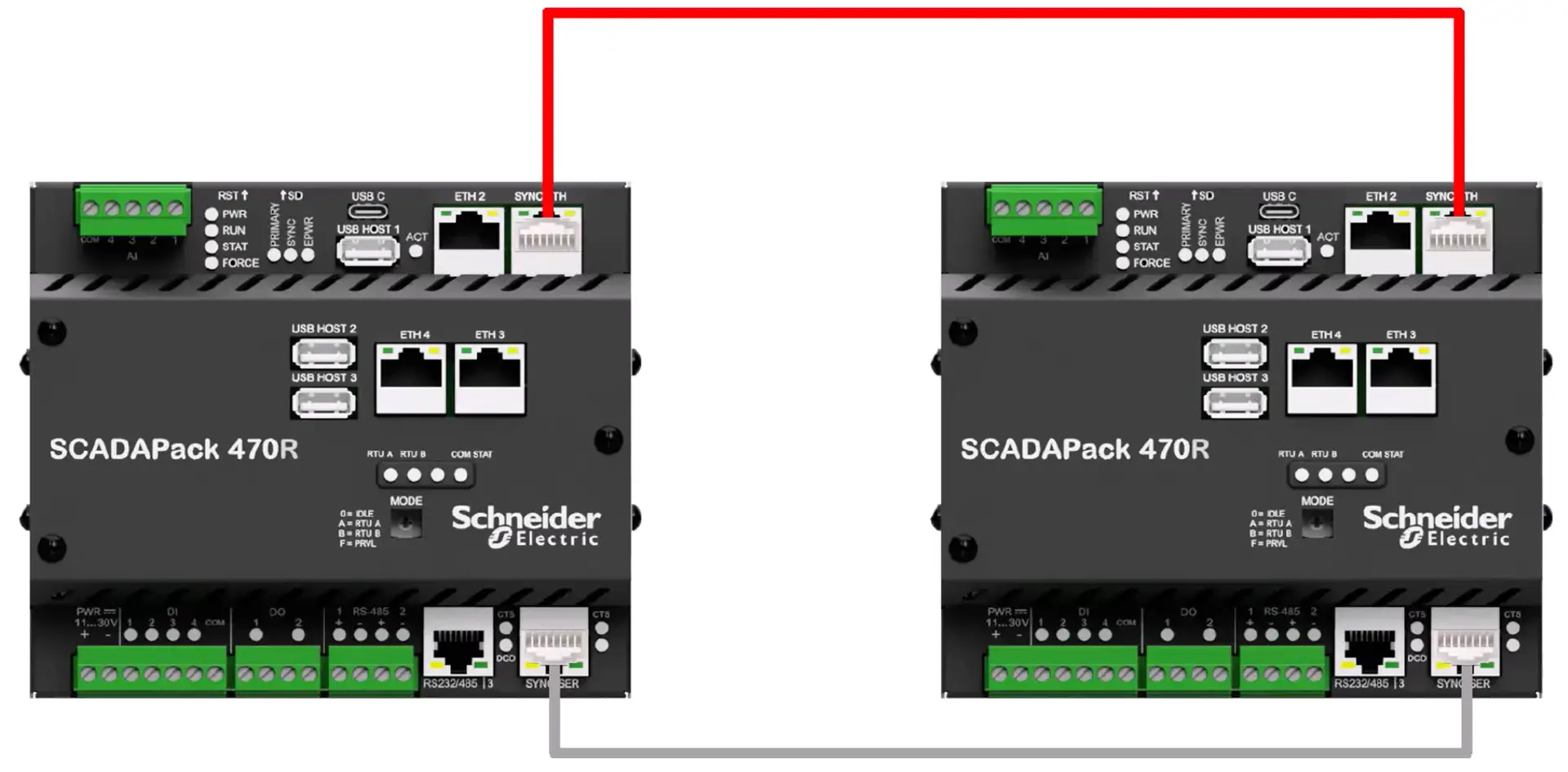
Two physical connections link the controllers:
- An Ethernet cable between the sync Ethernet ports provides data synchronization (a CAT 5e cable is provided).
- A serial null modem cable between the sync serial ports provides RTU state synchronization.
In addition, both devices include multiple LEDs that report current redundancy status. This is a small detail that matters during commissioning and troubleshooting, especially at remote sites where you want quick confirmation without dragging out a laptop.
From a system design standpoint, the result is a redundant controller pair that can maintain key process control through redundant IEC logic, while also helping preserve telemetry communications back to the SCADA system.
Rugged design for power, temperature, humidity, and certification needs
The 470R hardware is also designed for harsh environments, which is often the deciding factor for edge deployments. Key rugged characteristics called out include:
- Low-power operation on 11 to 30 VDC, which fits common remote power schemes.
- A wide operating temperature range of -40°C to +70°C.
- Protection for humid or corrosive sites through a G3 conformal coating on the circuit board.
- Vibration performance meeting IEC 61131-2.
- Hazardous location certifications including Class 1 Division 2 and ATEX/IECEx Zone 2.
If you’re comparing where RTUs sit in the broader control stack (PLC vs DCS vs SCADA), SCADA with remote terminal units is a useful framing for how supervisory systems rely on field devices like RTUs.
Modicon Edge I/O NTS in a redundant 470R architecture
A redundant controller pair raises a practical question: how do both controllers access the same I/O? In a 470R setup, I/O must stay available regardless of which RTU is currently primary.
Because of that requirement, SCADAPack expansion modules that connect to only one RTU are not used in 470R installations. Instead, Schneider Electric recommends Modicon Edge I/O NTS hardened remote I/O.
Why Edge I/O NTS fits redundant remote sites
Modicon Edge I/O NTS aligns with the same type of harsh-site requirements as the 470R, and its modules are hot-swappable, which simplifies repairs and expansion. Hot swap can be the difference between a short service action and an extended outage window, especially when the nearest crew is hours away.
When expansion I/O is required, the 470Rs are configured to pull the Edge I/O island using configurable Modbus scanners provided by RemoteConnect. The network interface module (NIM) on the Edge island includes two LAN ports, so both 470Rs can connect at the same time. Then, if a changeover occurs, the new primary can take over polling of the remote I/O quickly.
A typical wiring and module layout you can expect
A common installation pattern looks like this:
- Both RTUs connect to the NIM through network cables.
- The NIM includes a USB Type-C port for configuration and diagnostics.
- The Edge island includes a power supply that provides 24 VDC and powers the bus.
- Expansion I/O modules mount on the island, and blank dummy modules can occupy unused slots. Those blanks can later be replaced with I/O modules without removing power.
This approach keeps I/O availability aligned with controller availability, which is the real goal of a redundant RTU system.
Operational benefits: redundancy without rewriting your project
Redundancy often fails adoption tests because it adds engineering time, creates new failure modes, or requires significant retesting. The SCADAPack 470R is positioned to reduce that overhead by pushing redundancy into the controller type and synchronization behavior.
A key point is that users can develop redundant functionality by selecting the SCADAPack 470R controller type in RemoteConnect project settings. The stated goal is that you don’t need to modify the logic or the RTU configuration to gain redundancy behavior.
When the standby controller connects to the primary, it automatically receives copies of the primary firmware, configuration, and logic application. That can reduce field service time because you don’t have to hand-configure both units.
The controllers also support automatic changeover during application or firmware upgrades, which helps keep operations running during maintenance cycles. In addition, the standby controller can be configured to assume the IP address of the primary when it becomes primary. That behavior can simplify SCADA integration, including platforms such as EcoStruxure Geo SCADA Expert.
Here’s a quick summary of how those benefits map to real work:
| Benefit | What enables it | Why it matters in the field |
|---|---|---|
| Auto-copy of firmware, config, and logic | Standby receives a copy from the primary on connection | Less manual setup and fewer mismatched versions |
| Controller changeover during upgrades | Automatic role switch during firmware or app updates | Maintenance with fewer process interruptions |
| IP address takeover option | Standby can assume the primary IP when roles change | SCADA systems keep talking without re-pointing tags |
The takeaway is that the redundancy model targets both uptime and maintainability, not just “two boxes instead of one.”
Operator access and security at the edge (RBAC, IT tools, and DNP3 secure auth)
Remote availability is only half the story. The other half is controlled access and auditable behavior, because remote sites often sit outside the physical security perimeter of a plant.
Security controls and integration with standard tools
The SCADAPack 470R supports role-based access control (RBAC) and interfaces with standard IT tools such as Active Directory, CyberArk, and Syslog. The transcript also calls out SolarWinds and Syslog for monitoring network and device health. Together, these integrations help security teams manage access and monitoring using tools they already operate.
On the network side, the 470R includes an integrated firewall and NAT to control IP communications. For telemetry security, it supports DNP3 secure authentication.
Schneider Electric also notes testing with standard security tools including Achilles Level 2 and Synopsys Defensics, which speaks to validation against common robustness tests.
High availability without access control just keeps a vulnerable system running longer. Availability and security need to move together.
Web dashboards for local operators and remote staff
The 470R can also host site-specific web applications. That opens the door to simple dashboard-style operator interfaces that run in a browser on a phone, tablet, or PC.
End users can build these web applications using EcoStruxure RTU Operations Expert, the Arrow software tool, or Node-RED logic. The practical advantage is direct: operators can monitor and control a site without needing a thick client or specialized tools on every device.
For readers tracking the broader Schneider Electric ecosystem, the Schneider Electric global website is the best starting point for product and platform navigation.
Conclusion: where the SCADAPack 470R fits best
The SCADAPack 470R is designed for remote and harsh environments where high availability is a requirement, not a preference. By pairing two controllers in a primary and standby architecture, and by synchronizing firmware, configuration, logic, and events, it aims to keep control and telemetry operating through controller faults and even upgrade cycles.
If you want to keep exploring, Schneider Electric also publishes updates and background content on the Schneider Electric blog, and you can follow their releases through the Schneider Electric YouTube subscription page.