Induction motors consume a huge share of industrial electricity, often quoted at around 60 to 70 percent. That tells you how central they are to modern plants, from cement and steel to textiles, chemicals, water systems, and HVAC.
The same basic machine also shows up in homes, inside fans, washing machines, air conditioners, and coolers. Its popularity isn’t an accident. It comes from a simple fact: an induction motor gives industry most of what it needs, without a lot of fuss.
The checklist every industrial motor must meet
A factory doesn’t pick a motor because it looks good on paper. It picks a motor that can survive real work. In many plants, motors run for 8 hours, 12 hours, or all day without stopping. Some only shut down during maintenance. That makes reliability the first test.
When a critical motor fails, the motor itself may not be the biggest loss. Downtime usually hurts more. A failed motor on a boiler feed pump, cooling tower pump, fan, conveyor, or process line can slow production or stop it cold. That’s why plants want equipment they can trust.
The second big need is low maintenance. A plant may have hundreds, sometimes thousands, of motors. If each one needed frequent brush changes, commutator cleaning, or special inspection, the maintenance team would stay buried in routine work. Simple upkeep matters more than many people realize.

Then come rugged construction, reasonable cost, simple operation, and good efficiency with easy availability. Industrial motors face dust, heat, moisture, vibration, voltage swings, and changing loads. They also have to make financial sense at scale. A small price gap doesn’t matter much for one motor, but across a full plant it becomes a serious line item.
This quick table sums up that checklist:
| What industry expects | Why it matters in daily operation |
|---|---|
| Reliability | A failed motor can stop a process and create costly downtime |
| Low maintenance | Large motor fleets need simple, repeatable upkeep |
| Rugged construction | Plants expose motors to heat, dust, vibration, and moisture |
| Reasonable cost | Purchase, repair, and operating costs all add up |
| Simple operation | Motors should work with the plant’s AC power system |
| Efficiency and availability | Energy use, spare parts, and replacement time affect total cost |
That list explains why induction motors keep winning. As the OSU Energy Efficiency Center’s overview of common industrial motor types notes, industry keeps coming back to motors that are simple, reliable, and economical.
Why induction motors match that checklist so well
The standard industrial choice is the three-phase, squirrel-cage induction motor. Its design is plain compared with some other motor types, and that plainness is exactly why it works so well in tough service.

A typical industrial induction motor is built for long, repetitive duty.
Simple construction keeps failure points low
A squirrel-cage induction motor has stator windings and a rotor that doesn’t need a direct electrical connection. Rotor current appears through electromagnetic induction. Because of that, there are no brushes and no commutator in the common squirrel-cage design.
That detail matters. In DC motors, brushes and commutators wear down, create sparks, and need more attention. In an induction motor, those wear parts are gone. Fewer parts rubbing, switching, and wearing out means fewer chances for failure.
This is one reason plants trust induction motors for continuous-duty work. They can run for long hours without the sort of routine attention that more complex machines often need. For larger drives, protection still matters, especially when a fault could damage windings or stop a line. In medium-voltage applications, medium voltage motor fault protection methods play a big role in keeping critical equipment online.
If you want a concise refresher on the main parts, Schneider Electric’s induction motor primer lays out the stator, rotor, and common types clearly.
Low maintenance makes plant-wide upkeep practical
No motor is maintenance-free. Bearings can fail. Windings can overheat. Insulation ages. Dust can block ventilation paths. Overload conditions can shorten life. Still, compared with many other motor types, induction motors are easier to keep healthy.
That difference becomes obvious in a large plant. A site with 500 motors needs standard inspection routines, common spare parts, and troubleshooting steps technicians already know. Induction motors fit that model well. Maintenance teams can build repeatable practices around them instead of managing several different upkeep programs.
This is where popularity creates its own advantage. Because induction motors are everywhere, technicians understand them, vendors stock them, and replacement planning is easier. A plant doesn’t want to depend on a motor that only one supplier handles or only a few specialists can repair.
Rugged design handles harsh industrial conditions
Industrial environments are rarely gentle. Cement plants throw dust into the air. Steel plants bring heat. Pumping stations deal with moisture. Manufacturing lines add vibration, shocks, and shifting mechanical loads. Motors in these spaces have to be tough.
Squirrel-cage induction motors are known for that toughness. Their rotor construction is simple, solid, and mechanically strong. There aren’t delicate rotor windings in the common design, and that helps them stand up to rougher service.
As a result, you see induction motors almost everywhere heavy work happens. They drive pumps, fans, blowers, conveyors, compressors, workshop machines, and HVAC systems. The same motor type can live in a hot plant room, a dusty mill, or a utility building without needing a totally different maintenance philosophy.
That ruggedness also helps during the less glamorous parts of plant life, such as transport, installation, and handling during shutdowns. Equipment that tolerates real site conditions usually earns a long future in industry.
They fit the power system and the budget
Most industrial distribution systems are AC systems, so induction motors fit naturally. A three-phase induction motor can connect directly to the plant’s available supply, depending on the application and the starting method. That makes operation more straightforward than a motor that needs extra electrical arrangements for normal service.
Plants also have several starting options available. Smaller or less demanding applications may use direct-on-line starting. Other duties may call for star-delta starters, autotransformer starters, soft starters, or variable frequency drives. That flexibility helps engineers match the motor to the load and the network.
Cost matters just as much. Induction motors are mass-produced and standardized across a huge range of sizes and ratings. Because the design is simple and widely used, purchase costs are often reasonable, and repair costs tend to stay under control too. That appeals to maintenance teams, project engineers, purchasing groups, and plant owners for the same reason: scale magnifies every dollar.
Efficiency and availability matter more than brochure claims
A motor’s purchase price gets attention because it’s visible. Its electricity use often matters more because it never stops showing up on the bill.
Over a motor’s lifetime, the cost of electricity is usually much higher than the initial cost of the motor.
That is why efficiency matters so much in fans, pumps, and other loads that run for long hours every day. Modern induction motors are available in high-efficiency classes, so they offer a strong balance of performance, operating cost, and upfront price.
Availability is the other half of the story. Induction motors come in a wide range of ratings, speeds, frame sizes, mounting styles, enclosure types, and efficiency levels. That wide catalog makes replacement easier and spare planning simpler. A technically strong motor loses its shine fast if no one stocks it and replacement takes weeks.
Some plants chasing the highest possible efficiency compare induction motors with high-efficiency IE5 synchronous reluctance motors. Even then, induction motors remain the default in many applications because they balance efficiency with cost, familiarity, and easy field support.
The limits plants still have to manage
Induction motors are popular because they solve a lot of real problems. They are not perfect, and pretending otherwise leads to poor design choices.
High starting current can stress the system
When an induction motor starts direct-on-line, it can draw several times its full-load current. That surge can create voltage dips and electrical stress, especially on weaker systems or large motor feeders.
Because of that, bigger motors often need controlled starting methods. Star-delta starters, autotransformer starters, soft starters, and variable frequency drives all help reduce the strain. In heavier applications, a medium voltage soft starter for heavy-duty motors can limit starting current and reduce mechanical shock on the load.
Speed control is limited on fixed-frequency supply
On a normal fixed-frequency AC system, induction motor speed is tied mainly to supply frequency and the number of poles. That means speed is not easily adjustable if the motor runs straight from the line.
For many traditional plant duties, that isn’t a problem. Fans, pumps, and simple process loads often run well at near-constant speed. But when the process needs wide and smooth speed control, a VFD changes the picture. With a drive in place, one of the classic limits of the induction motor becomes much less serious.
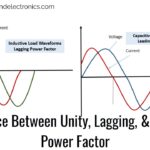
Power factor is not unity
Induction motors need magnetizing current to create the magnetic field. Part of the current supports that field instead of turning fully into useful mechanical output. Because of this, the motor’s power factor is not unity, especially at light load.
That has money attached to it. Poor power factor can raise system losses and affect utility charges or plant efficiency targets. So plants deal with it through proper motor sizing, capacitor banks, and broader power factor correction systems.
Starting torque is not right for every load
Some applications need strong torque at startup. Induction motors do not all deliver the same starting torque, and a standard design may fall short for certain heavy or hard-to-start loads.
When startup torque is a key requirement, engineers may choose a special rotor design, a slip-ring induction motor, or a different motor type. This doesn’t reduce the value of induction motors. It simply shows that motor selection always depends on the job.
Final thoughts
Induction motors keep their place because they match the real needs of industry. They are reliable, easy to maintain, tough enough for harsh spaces, practical on AC power systems, and widely available when a plant needs a replacement fast.
That mix is hard to beat. The same basic motor that spins a fan at home can also keep a pump, blower, or conveyor running in a demanding plant, and that kind of practical strength is why induction motors still dominate.