The manufacturing industry is rapidly moving toward intelligent, connected, and autonomous production environments. Taking another major step in this evolution, Rockwell Automation has officially introduced FactoryTalk® Orchestration™, an AI-powered production orchestration platform designed to connect machines, production lines, material handling systems, and enterprise software into one intelligent manufacturing ecosystem. The platform was showcased during Automate 2026 and is positioned as a key component of Rockwell’s broader digital transformation strategy.
Unlike traditional automation systems that manage individual machines, FactoryTalk Orchestration focuses on coordinating the entire factory in real time. By synchronizing production equipment, logistics, and workflows, it helps manufacturers improve throughput, reduce bottlenecks, and respond faster to changing production demands.
What Is FactoryTalk Orchestration?
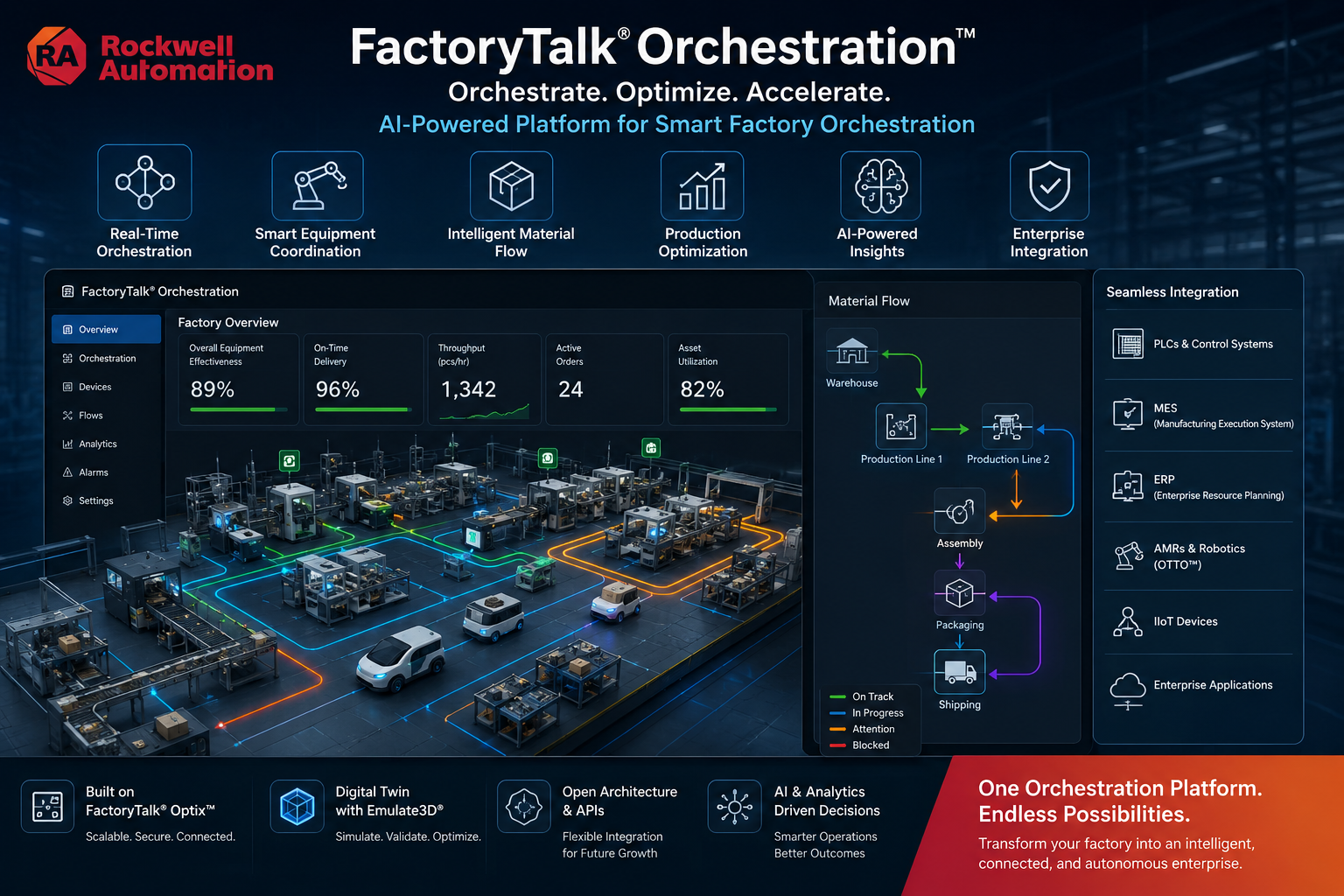
FactoryTalk Orchestration is an advanced software platform that acts as the digital brain of a smart factory. Instead of controlling only a single machine or production cell, it orchestrates multiple manufacturing processes simultaneously.
The platform integrates with:
- PLCs and industrial controllers
- Manufacturing Execution Systems (MES)
- Enterprise Resource Planning (ERP) software
- Autonomous Mobile Robots (AMRs)
- Conveyor systems
- Production scheduling software
- Warehouse automation systems
- Digital Twin technologies
Using real-time production data, FactoryTalk Orchestration ensures every part of the manufacturing process works together efficiently, reducing manual intervention and improving operational visibility.
Key Features of FactoryTalk Orchestration
AI-Powered Production Coordination
The platform continuously analyzes production data to optimize workflows, coordinate equipment, and reduce downtime.
Real-Time Material Flow Management
FactoryTalk Orchestration intelligently manages material movement between production stations, warehouses, and automated transport systems.
Integration with OTTO Autonomous Mobile Robots
The software works seamlessly with OTTO AMRs, enabling autonomous transportation of materials across manufacturing facilities.
Digital Twin Support
By integrating with Emulate3D, manufacturers can simulate production processes before implementing changes on the factory floor.
Factory-Wide Connectivity
Built on the FactoryTalk Optix platform, the solution standardizes connectivity across multiple industrial devices and software platforms.
Benefits for Manufacturers
Manufacturers implementing FactoryTalk Orchestration can expect:
- Higher production throughput
- Reduced operational bottlenecks
- Improved production scheduling
- Faster response to production disruptions
- Better material utilization
- Enhanced workforce productivity
- Increased automation across manufacturing operations
- Improved visibility into factory performance
These benefits support the broader goals of Industry 4.0 by enabling factories to become more adaptive, data-driven, and autonomous.
Real-World Results
Rockwell Automation has already deployed FactoryTalk Orchestration at its Twinsburg, Ohio manufacturing facility.
According to the company, the deployment achieved:
- 70% improvement in drop-off zone space utilization
- 50% reduction in material handling space requirements
- More autonomous coordination across production processes
Following these results, Rockwell plans to expand the platform to additional manufacturing facilities worldwide.
Why FactoryTalk Orchestration Matters
Many factories already use advanced automation technologies, but they often operate independently. PLCs control machines, MES manages production, ERP handles business operations, and robots perform isolated tasks.
FactoryTalk Orchestration connects these systems into one coordinated platform that continuously optimizes production in real time. This shift from isolated automation to factory-wide orchestration is becoming a defining characteristic of next-generation smart manufacturing.
The Role of AI in Smart Manufacturing
Artificial intelligence is no longer limited to predictive maintenance or quality inspection. Modern manufacturing platforms now use AI to:
- Optimize production scheduling
- Coordinate robotic systems
- Predict material shortages
- Reduce machine idle time
- Improve resource allocation
- Support autonomous factory operations
FactoryTalk Orchestration demonstrates how AI can serve as the decision-making layer for complex manufacturing environments.
Industry 4.0 and Digital Transformation
FactoryTalk Orchestration aligns with the core principles of Industry 4.0 by combining:
- Artificial Intelligence (AI)
- Industrial Internet of Things (IIoT)
- Digital Twins
- Industrial Robotics
- Edge Computing
- Cloud Connectivity
- Real-Time Analytics
Together, these technologies create intelligent factories capable of making data-driven decisions with minimal human intervention.
Internal Resources (InterestingAutomation.com)
To help readers learn more about industrial automation, link to these related articles on InterestingAutomation.com:
- Industrial Automation: Complete Guide to Smart Manufacturing
- What Is Industry 4.0? A Complete Beginner’s Guide
- PLC vs SCADA: Key Differences Explained
- Top Industrial Automation Trends in 2026
- Digital Twin Technology in Manufacturing
- Best AI Applications in Industrial Automation
- Industrial IoT (IIoT): Benefits and Use Cases
- Predictive Maintenance Using AI and IoT
Frequently Asked Questions
What is Rockwell Automation FactoryTalk Orchestration?
FactoryTalk Orchestration is a software platform that coordinates production processes, material flow, industrial equipment, and enterprise systems using real-time data to improve manufacturing efficiency.
How does FactoryTalk Orchestration improve manufacturing?
It connects production systems into one coordinated platform, reducing bottlenecks, improving throughput, and enabling more autonomous factory operations.
Is FactoryTalk Orchestration part of Industry 4.0?
Yes. It supports Industry 4.0 by integrating AI, IIoT, digital twins, robotics, and real-time production orchestration.
Which industries can benefit?
Automotive, food and beverage, pharmaceuticals, electronics, logistics, consumer goods, and other manufacturers with complex production environments.